- Sustaining international food safety certifications*: 100% (2030・2035)
* FSSC 22000 certification rate across all 17 plants
Quality Assurance
CSV Goals
Quality assurance policy
To provide our consumers with safe, high-quality, and refreshing products along with high-quality services, we apply strict quality control systems and processes at every stage of our operations, from raw material procurement and manufacturing to logistics, sales, and service. This ensures the safety and quality of our products and supports continuous improvement.

Quality policy
We will offer safe, trustworthy, fresh and refreshing products and services to all of our consumers, anytime and anywhere. To this end, we will work to ensure and improve quality in all operational processes by considering quality our top priority.
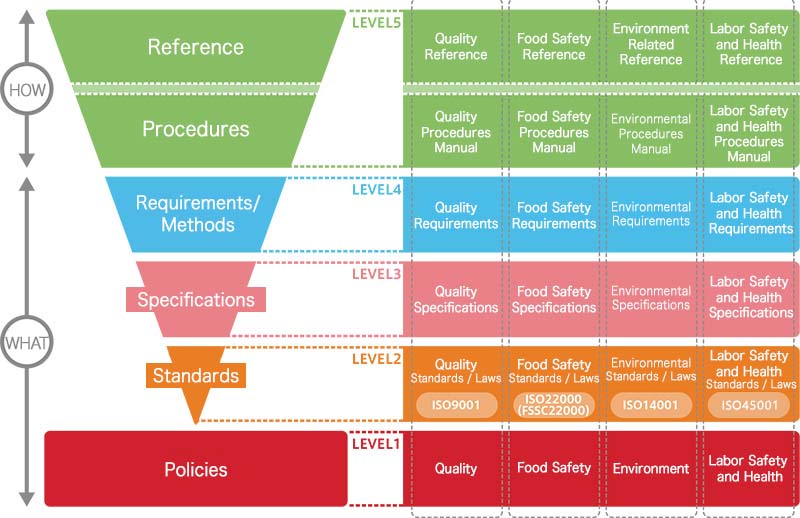
Our basic approach to maintaining quality involves not only complying with domestic standards, but operating under the same global management standards as all Coca-Cola system companies around the world, namely KORE (Coca-Cola Operating Requirements).
KORE covers a range of criteria in the areas of quality, food safety, the environment, and industrial safety & health, and it is implemented throughout the entire process beginning from procurement of raw materials to manufacturing, logistics, and sales to the consumer. In addition to meeting the requirements of international standards such as those from ISO and various laws and regulations, KORE imposes even more rigorous standards*
Plant's ISO Certification

ISO9001 (Quality Management System)
Zao, Ibaraki, Iwatsuki, Saitama, Tama, Ebina, Hakushu, Tokai, Kyoto, Akashi, Hiroshima, Komatsu, Daisen, Kiyama, Tosu, Kumamoto and Ebino Plants

FSSC22000 (Food Safety Management System)
Zao, Ibaraki, Iwatsuki, Saitama, Tama, Ebina, Hakushu, Tokai, Kyoto, Akashi, Hiroshima, Komatsu, Daisen, Kiyama, Tosu, Kumamoto and Ebino Plants

ISO14001 (Environmental Management System)
Zao, Ibaraki, Iwatsuki, Saitama, Tama, Ebina, Hakushu, Tokai, Kyoto, Akashi, Hiroshima, Komatsu, Daisen, Kiyama, Tosu, Kumamoto and Ebino Plants

ISO45001 (Occupational Health and Safety Management System)
Zao, Ibaraki, Iwatsuki, Saitama, Tama, Ebina, Hakushu, Tokai, Kyoto, Akashi, Hiroshima, Komatsu, Daisen, Kiyama, Tosu, Kumamoto and Ebino Plants
Our quality-protection system, "KORE"
The Coca-Cola system uses a unique global management system called "KORE (Coca-Cola Operating Requirements)", and the quality of our products is controlled under strict "KORE" standards. "KORE" covers a range of criteria in the areas of quality, food safety, the environment, and industrial safety & health, and it is implemented throughout the entire process beginning from procurement of raw materials to manufacturing, logistics, transportation, sales and delivery to the customer. In addition to meeting the requirements of international standards such as ISO and various laws and regulations, it operates under an even more rigorous standard. As part of our operations check, a registered assessment agency conducts an assessment at least once a year to measure the performance of the respective inspection items. With the additional objective evaluation by a third-party, we guarantee the Coca-Cola management system is operated fairly and justly. We will continue to build on our Initiatives for safety and security based on the KORE-centered management in order to deliver safe Coca-Cola products to our customers at all times.
"KORE" Framework
Quality and safety of our products
During the entire process from the procurement of raw materials, manufacturing and logistics to sales and service, all of our employees work tirelessly to secure and improve quality for our customers. In addition to meeting domestic standards, the Coca-Cola system operates under "KORE (Coca-Cola Operating Requirements)", a unique management system used by all Coca-Cola bottlers around the world.
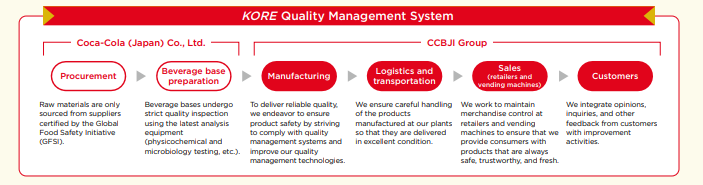
Procurement
Water and raw materials are checked under rigorous quality standards.
Management of raw materials
Water and raw materials used in our products are also managed globally by KORE (Coca-Cola Operating Requirements), a unique management system of the Coca-Cola system. Based on the national standards and the quality standards of KORE, our employees carefully inspect to ensure that there are no safety issues.
We are promoting the use of raw materials, including coffee beans and green tea leaves, that comply with the Principles for Sustainable Agriculture (PSA). *1 In addition, we procure raw materials certified under the Global Food Safety Initiative (GFSI).*2
To address the issue of organic fluorine compounds known as PFAS, the Coca-Cola System regularly tests for PFOS/PFOA levels in the water we use. We have confirmed that all plants that manufacture our products meet the provisional target values for these substances set by the Ministry of the Environment.
In addition, based on the KORE and SGP*3 standards of the Coca-Cola system, we have selected outsourcing manufacturers of beverage base (for agricultural raw materials, sugars, carbon dioxide, etc.) and suppliers (for containers, sales equipment, etc.). We identify our critical suppliers and have certain direct suppliers, including ingredient and packaging suppliers, who are critical to our production, or who provide a unique product, component or service we depend on.
When working with suppliers, we regularly assess their quality management systems and operational status through desktop or onsite quality audits conducted by the Coca-Cola (Japan) Company. Additionally, an external organization with expertise in SGP conducts regular audits to verify ESG-related practices and help suppliers establish appropriate business processes. We also conduct surveys to monitor progress on any improvements requested as a result of findings in either audit. For suppliers to which SGP is not applied, we use EcoVadis*4 to monitor, manage, and continuously improve their ESG performance.

※1 PSA (Principles for Sustainable Agriculture): New sustainable agricultural principles of the Coca-Cola system that reflect the most recent science and external stakeholder perspectives, which apply to agricultural products and packaging materials of agricultural origin.
Principles for Sustainable Agriculture (PSA)
※2 GFSI (Global Food Safety Initiative): A private organization that approves food safety management standards in order to improve food safety and strengthen consumer confidence by gathering food manufactures that operate globally. The global retailers and their business partners are promoting adoption of GFSI. Fourteen types of certification standards including ASIAGAP are approved by GFSI (MAFF).
※3 SGP (Supplier's Guiding Principles): The Coca-Cola system's guiding principles for suppliers, that require suppliers to comply with the principles of conduct such as legal compliance and consideration for environment.
※4 EcoVadis: A highly reliable collaborative platform to evaluate companies based on the four non-financial themes: environment, labor and human rights, ethics, and sustainable procurement.
Manufacturing
Product safety is guaranteed through complete hygiene control and quality management.
Product safety
Strict hygiene controls are observed in our manufacturing plants. In particular, PET products such as tea are manufactured in an aseptic line to eliminate the inclusion of any microbes in the filling and sealing process.
Actions for food safety
All of our plants have obtained FSSC22000 certification (international standard for food safety management system), and key control points are defined in the respective manufacturing processes of receiving raw materials, blending, and filling to ensure complete control.
Quality management
We conduct inspections in all of our processes to check the quality of our products. On the production lines, we use machines to check the filling volume, status of seams on caps, label positions, printing of best-before-dates, etc. Furthermore, operators run routine checks based on the inspection procedure. Thus, our processes are checked both by people and machine.
Our quality control is meticulous and refined, including sensory tests, physiochemical tests, and visual inspections, by certified testers in the company.

Continuous kaizen activities
Aside from the basic 5S (Sort, Set in order, Shine, Sanitation, and Sustain), the plant management and quality assurance departments inspect the plants on a routine basis and make necessary improvements in the case of any issues.
Through OE (Operational Excellence), we identify and eliminate waste and inefficiencies in production to create an excellent production site.

Storage/Transportation
We have a flexible structure in place to deliver quality products.
Supply and distribution system
The Commercial and SCM functions work together to build a supply and distribution system to flexibly accommodate our customers' needs. The system tracks when and where a product was produced and how much is in stock at which location, allowing us to control excessive production and inventory. As a result, we are able deliver fresh products to our customers at all times.


Sales
We have rigid product management in place to deliver safe, reassuring and fresh products.
Sales management
By working with our customers, we check product storage, sales space, and inventory for effective product management.
In our vending machines, each bottle is handled with care, and the expiry dates are meticulously controlled.

Quality control of post-mix
Dispensers and cup vending machines require absolute quality control since syrup and powder are mixed in the machine and sold directly to consumers. Our group has an exclusive certification system in which dedicated, certified personnel are responsible for quality management, including hygiene control.

Traceability
Our products can be traced back to their production date, manufacturing location and shipment date using history data that includes a record for tracking raw materials, process management record and distribution management record.
Customer support video
In collaboration with Coca-Cola Japan Co., Ltd., we introduce the efforts we are making for the safety and security of our products and simple questions about our products in an easy-to-understand video.
-
Pet-kun series digest: The first day we met
We will guide you through the points of the series with the secret story of the birth of Pet-kun. From storage of the product to after drinking, we will deliver the important points along with the human patterns of Pet-kun and the characters
-
Factory Tour Series: On-site initiatives
We will introduce the initiatives taken by the factory to prevent contamination of foreign substances
-
Factory Tour Series: What is aseptic filling of PET
It is filled and sealed in a sterile environment where even microorganisms cannot enter
-
Factory Tour Series: What is double-winding of a can
Clean the cans with water, As soon as the contents liquid is filled It is completely sealedby double-wound tightening method
-
Factory Tour Series: Post-filling inspection
This video shows how the factory inspects its products
-
Anti-spout series: Sealed PET
Where is the PET bottle sealed in the cap? I introduced that the cap and mouth are open
-
Anti-spout series: Prevention of the outflow of PET carbonic acid
Here are some tips for opening carbonated PET without spewing it out. Wait for a while immediately after purchasing a vending machine or after shaking it.
-
Anti-spout series: Sealed in bottle cans
What is the structure of the bottle can? When you drink it in several parts, close the cap well and guide you to carry it with you
-
Anti-spout series: Leakproof version of bottle cans
What is the hole in the bottle can cap for? Learn more about the role of the vent hole and why it spits out if you shake it介
-
Handling Series: Storage Precautions Handling
Storage in a hot car or in direct sunlight can cause discoloration, unusual taste, and container deformation
-
Handling Series: Precautions after opening
After opening, until drinking The approximate time is given for each product.
-
Handling Series: Be careful when reusing containers
Explain that reusing containers can cause shrinkage and hygienic problems.
-
Handling Series: Prevent discoloration of the product
We will show you how to store fruit juice and tea without discoloration
-
Product Characteristics Series: If you feel that the carbonic acid is weak, you will
The secret to drinking carbonated drinks deliciously is summarized and released. We will show you how to store it before opening it, how to pour it, and how to remove carbonation will change depending on the temperature
-
Product Characteristics Series: Coffee Float Edition
Explain the coffee oil that is the source of the taste and aroma of coffee. What looks like milk may float depending on the coffee oil, origin and storage period